There are many forming techniques to make ceramics but one example is slipcasting this is where slip or liquid clay is poured into a plaster mould.
Slip casting process for ceramics pdf.
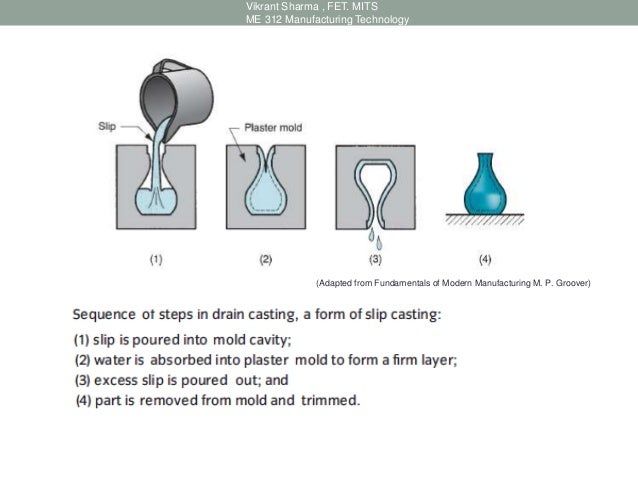
Schematic showing the steps used in slip casting.
Reducing the time for sinter ing reducing temperature of sintering slip casting clay product a slip is a suspension of clay and or other nonplastic materials in water.
The slip casting process slip casting is the process of filling a porous mould 1 usually a gypsum mold with a ceramic slurry 3.
Schematic showing the steps used in slip casting.
First the slip is prepared by mixing the ceramic powder with a liquid.
Slipcasting or slip casting is a ceramic forming technique for pottery and other ceramics especially for shapes not easily made on a wheel.
This demonstration or labprovides an introduction to the slip casting method and how basic ceramic parts canbe created it also provides.
This happens because the mold absorbs the water from the slip through its pores collecting the ceramic particles against the mold.
The water in the slip is drawn out into the walls of the plaster mould leaving an inside layer of solid clay which hardens quickly.
Next the slip is poured into the mold which absorbs the liquid out of the slip leaving a thin wall of powder along the mold wall.
In slipcasting a liquid clay body slip usually mixed in a blunger is poured into plaster moulds and allowed to form a layer the cast on the inside walls of the mould.
The slip casting process slip casting is the process of filling a porous mold usually a gypsum mold with a ceramic slurry.
The slip casting process is illustrated below in figure 1.
Slip casting is the process of filling the molds with slip which is the liquid clay allowing it to solidify and after a while forming a layer called the cast inside of the mold s walls.
The water is removed from the slurry via capillary action through the small pores in the mold.
Slip casting tape casting injection moulding hp is mainly for densification of ceramics increases the rate of sintering by.
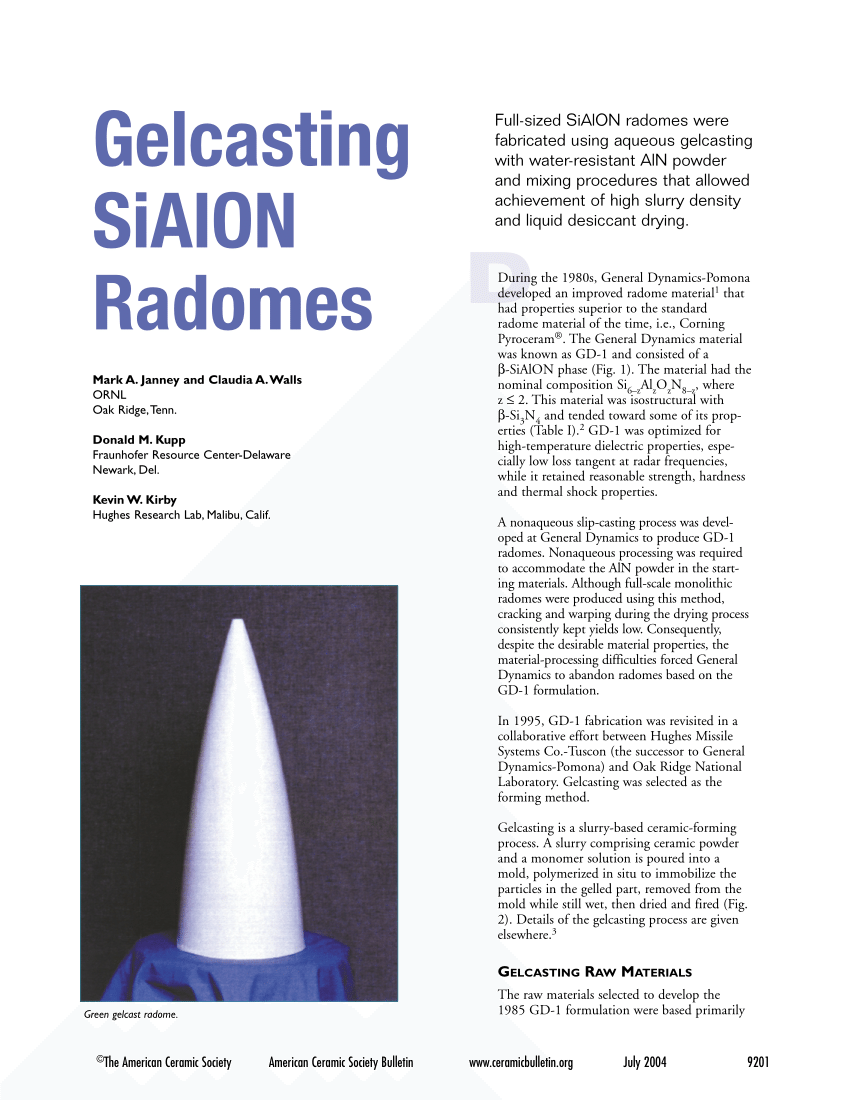
A slip casting process with demolding of the outer mold and firing of the mold core see figure 5 31 was used to prepare a porous α al 2 o 3 ceramic tube with inner diameter of 7 mm wall thickness of 1 5 mm length of 20 cm average pore size of 1 μm and porosity of 43 created by sintering 52.
First the slip is prepared by mixing the ceramic powder with a liquid.
As the water is removed the ceramic particles are collected against the surface of the mold.
The slip casting process is illustrated below in figure 1.
Next the slip is poured into the mold which absorbs the liquid out of the slip leaving a thin wall of powder along the mold wall.